 ɨһɨ���ֻ����
ɨһɨ���ֻ����
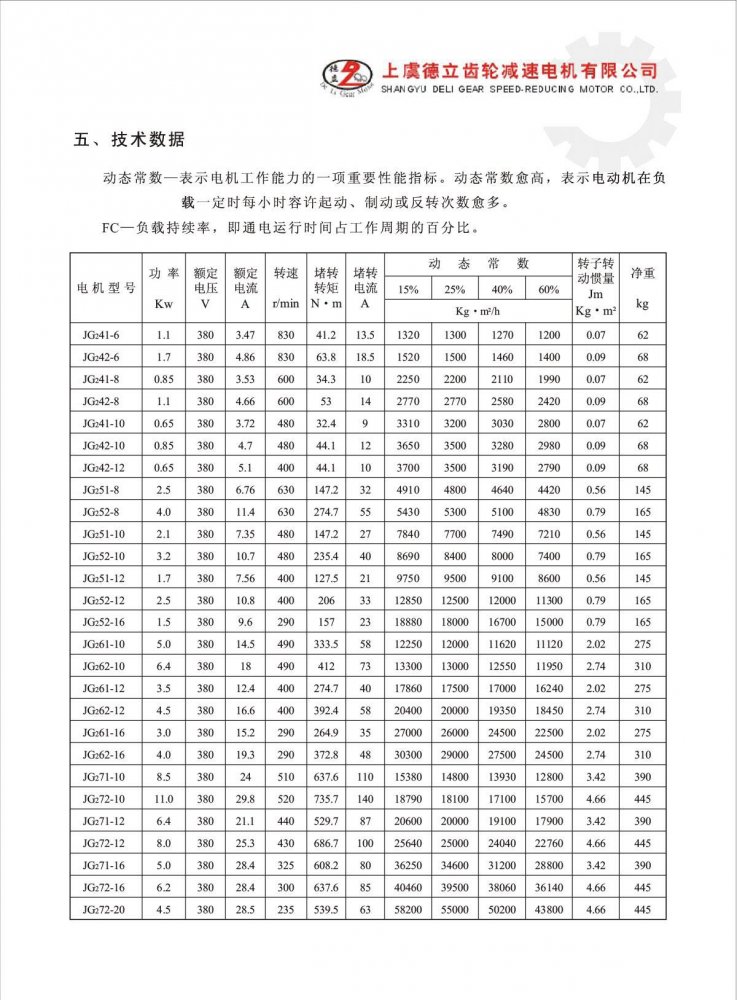
- ��������
����������������ٻ�������������߹�������
2013-11-02 10:34:38 ��Դ��
���IJ����������������ַ�ʽ��֯������ֱ�ӵ�װ���䣨�ȣ����������ŵ������Ϲ����ϣ�ͨ�����Ϲ������ٻ��������ͣ������ܽ��䣨�ȣ������������Ƹֹ����������Ƹ�ʽ����¯���ȡ�
���ݲ�ͬ���ֵļ����ƶȺͼ���Ҫ�������ڼ���¯�м�����1100-1200�棬�ɳ�¯��������¯����������������������������ơ�
ȫ���߹���17���������ִ������������������顣����������11�ܸ߸նȶ���������ɣ���ֱ��˫������������������6�ܸ߸նȶ�Ӧ����������ɣ�����һ��Ϊƽ����ת������������ֱ��������������������������������ƣ��Ӷ���������������Ʒ�����⣬Ϊ��������˳��ҧ���������¹ʴ������ھ�������ǰ��һ̨����ʽ�ɼ�������������ͷ����β���¹���ϡ�����������ͬ�IJ�Ʒ������������������9-17���Σ����Ƴɧ�10-��36mmԲ�֡����Ƹֽ��С�Ͳġ���Ʒ*�������ٶ�15m/S��
������һƪ:����������Ϸ����봦����һƪ:�����ˮ�Ծȷ����·��� -











-
��Ʒ����
�� ��
��������